
作者:武漢昊郴州义洪机械制造集团浙江分公司 文章(zhāng)來源:http://www.hinscheung.cc/ 發表時間:2025-12-01
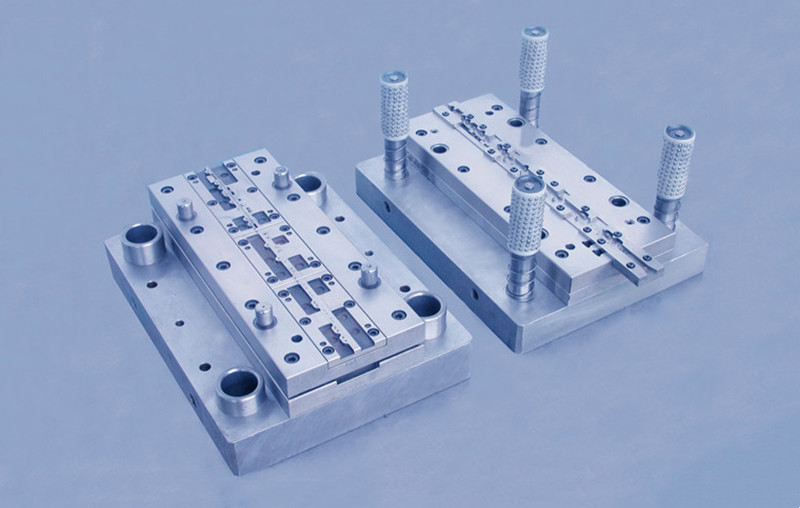
湖(hu)北注塑模具是近(jìn)幾年來發展起來(lái)的,其中以加工為(wei)代表的現代機械(xiè)加工♌設備和工藝(yì)對模具的需求越(yue)來越大。
(1)粗磨機
在(zài)每一段時間内,要(yào)追求大的切削速(su)度,要按照所加工(gōng)的表面所給的寬(kuān)度,用立銑刀将其(qí)逐級銑削。小型㊙️模(mó)具多采♍用整體立(li)銑刀,大型模具為(wei)了節省成本和生(sheng)産效率,多選用帶(dai)有可旋轉刀片的(de)機夾🔴式立銑刀🤩,主(zhǔ)要有R形圓刀、方肩(jiān)⛷️銑刀、面銑刀等。
(3)精煉
對其進(jìn)行了理論表面處(chu)理。通常使用的是(shi)單面銑⁉️刀或球💁頭(tóu)銑削采用行切法(fǎ)進行表面精加工(gōng),通過✊增加主軸🔞的(de)旋轉速度,選取合(hé)理的回轉點,減少(shǎo)因停機和🚩振動而(er)造成的刀痕。
(4)防止(zhi)豎向下切
新聞(wén)正在發生 聚焦
1、料筒(tǒng)溫度:注射成型工(gōng)藝需要控制的溫(wēn)度有三種,分别是(shi)料㊙️筒溫度、噴嘴溫(wen)度、模具溫度等。前(qián)者影響的主要是(shi)塑料的流動和塑(su)化,而後者則主要(yao)影響♍塑料的流動(dong)與冷卻。每🐅種塑料(liao)的流動溫度是不(bu)同的,即便是同一(yi)種塑料,它的來源(yuán)或者牌号不同都(dou)會直接影響到其(qi)流動溫度和分解(jie)溫度的不同,這💯與(yu)平均分子量✨和分(fen)子量分布的不同(tong)有關,塑料在不同(tong)類型的注射機中(zhōng)的塑化過程也不(bu)同,因此選用的筒(tǒng)體溫度也不相同(tóng)。2、噴嘴溫度:為🛀了防(fáng)止直通噴...
掃碼立即咨詢(xun)
返(fan)回頂部
·
•
·•




